| Главная » Статьи » Эксперименты » Прочие |
Основной частью любого электромагнитного ускорителя типа "койлган" является собственно катушка, которая, во избежание деформации в момент выстрела, пропитывается разного рода фиксирующими составами (обычно - эпоксидной смолой). Существуют 2 способа намотки таких катушек - прямо на ствол ускорителя, либо же отдельное изготовление катушки на сердечнике соответствующего диаметра. Второй способ имеет то преимущество, что надетая на ствол катушка не имеет с ним жесткой связи, и если по каким-либо причинам катушка оказалась неудовлетворительной, можно ее легко заменить. В свои экспериментальных конструкциях ЕМ-1, ЕМ-2 и ЕМ-3 я использовал непосредственную намотку на ствол, но для койлгана ЕМ-4 было решено опробовать второй метод, для чего пришлось изготовить приспособление, (оправку), которое описано ниже. Сразу оговорюсь, что габариты всех составляющих подобраны исходя из расчетных размеров катушек (внутренний диаметр 7 мм, длина 16 мм, наружный диаметр от 15 до 25 мм). Для намотки других катушек все габариты должны быть соответственно изменены. Итак, составными частями оправки являются (см. рис. 1): отрезок резьбовой шпильки (штанги) М5, пластиковая трубка наружным диаметром 7 мм (внутренний диаметр чуть больше 5 мм), отрезок металлической трубки наружным диаметром около 15 мм, три гайки М5, две шайбы М5, две шайбы М10, и два фторопластовых кольца, наружный диаметр которых должен превышать диаметр обмотки (в моем случае я взял 32 мм).
Рис. 1. Исходные материалы для сборки оправки.
Все эти компоненты легко доступны в строительных магазинах. Отрезки требуемых размеров лучше всего изготовить при помощи токарного станка, но вполне подойдут и более простые инструменты - я, например, пользовался бормашинкой. Для изготовления щечек я применил листовой фоторопласт толщиной 6 мм, из которого при помощи обычной биметаллической коронки высверлил показанные на снимке кольца. В принципе, щечки не обязаны быть круглыми, поэтому их можно просто выпилить лобзиком (хотя круглые, конечно, смотрятся красивее). Изнутри одной из щечек при помощи надфиля проточена аксиальная канавка, а в куске металлической трубки сделана прорезь длиной около 5 мм - это сделано, чтобы выпустить наружу провод первого витка от внутреннего слоя катушки (см. далее). Кроме того, в 5 мм от одного из концов пластиковой трубки и приблизительно на 2/3 длины шпильки необходимо просверлить тонкое сквозное отверстие (я использовал сверло диаметром 2 мм). Сделать это удобнее всего предварительно закрепив трубку на шпильке с помощью гаек, и просверлив их обе одновременно. Все это хозяйство собирается в конструкцию, изображенную на рис. 2.
Рис. 2. Эскиз конструкции оправки для намотки катушек.
Как видно на фото и эскизе, длина шпильки намного превышает длину всех остальных деталей - это сделано с той целью, чтобы оставить оставить свободным конец шпильки для зажима его в патроне намоточного станочка (хотя в данном случае я наматывал катушку вручную). Процедура намотки выглядит следующим образом. 1) Оправка собирается полностью за исключением внешней металлической трубки. В тонкое сквозное отверстие продевается любой тонкий металлический предмет (это может быть кусочек проволоки, гвоздик или обычная распрямленная скрепка), фиксирующий пластиковую трубку на месте (рис. 3) .
Рис. 3. Конструкция в сборе.
2) Место, предназначенное для намотки провода, обматываем несколькими слоями тонкой полиэтиленовой пленки - я использую пищевую пленку или обычный целлофановый пакет для бутербродов, разрезанный на полоски нужной ширины. Это нужно для того, чтобы готовую катушку возможно было снять с оправки с минимальным трением (рис. 4).
Рис. 4. Готовим место для намотки.
3) Затем в канавку на первой щечке со стороны планируемой намотки пропускается конец провода, продевается через прорезь в металлической трубке, и трубка фиксируется на шпильке (рис. 5). Длину свободного конца провода лучше оставить с запасом - лишнее потом просто можно будет отрезать.
Рис. 5. Продеваем провод.
4) Наматывается первый слой провода и сразу пропитывается клеем (я использую обычный быстросохнущий суперклей). Наматываем плотно виток к витку с небольшим натягом, т.к. качество первого слоя сильно сказывается на последующей намотке (рис. 6).
Рис. 6. Намотка первого слоя.
5) Послойно наматываем катушку виток к витку, при этом каждый слой пропитывается суперклеем, а через каждые 2-3 слоя дополнительно наносим быстрозастывающую эпоксидную смолу. Особенно внимательным надо быть на краях намотки - там образуются дефекты, т. к. на длине катушки никогда точно не укладывается целое число витков. Поэтому, например, в промышленно изготавливаемых дросселях можно часто видеть, что количество витков в каждом последующем слое меньше, чем в предыдущих - так намотка получается более аккуратной и красивой (рис. 7).
Рис. 7. Дроссель 47 мкГн от Sumida. Видно, что для сохранения плотности намотки каждый последующий слой недоматывается по краям на несколько витков.
Но в нашем случае такой вариант не подходит, т. к. нам нужно получить многослойную катушку прямоугольного сечения. Выход из этого затруднения несложный - просто не доматываем 1-2 витка до конца каждого 2-3 слоя, а образовавшуюся пустоту заполняем эпоксидной смолой. Смола также должна заполнить впадины между витками по всей длине слоя - так снижается вероятность появления дефектов при намотке следующего слоя (рис. 8).
Рис. 8. Пропитка эпоксидной смолой.
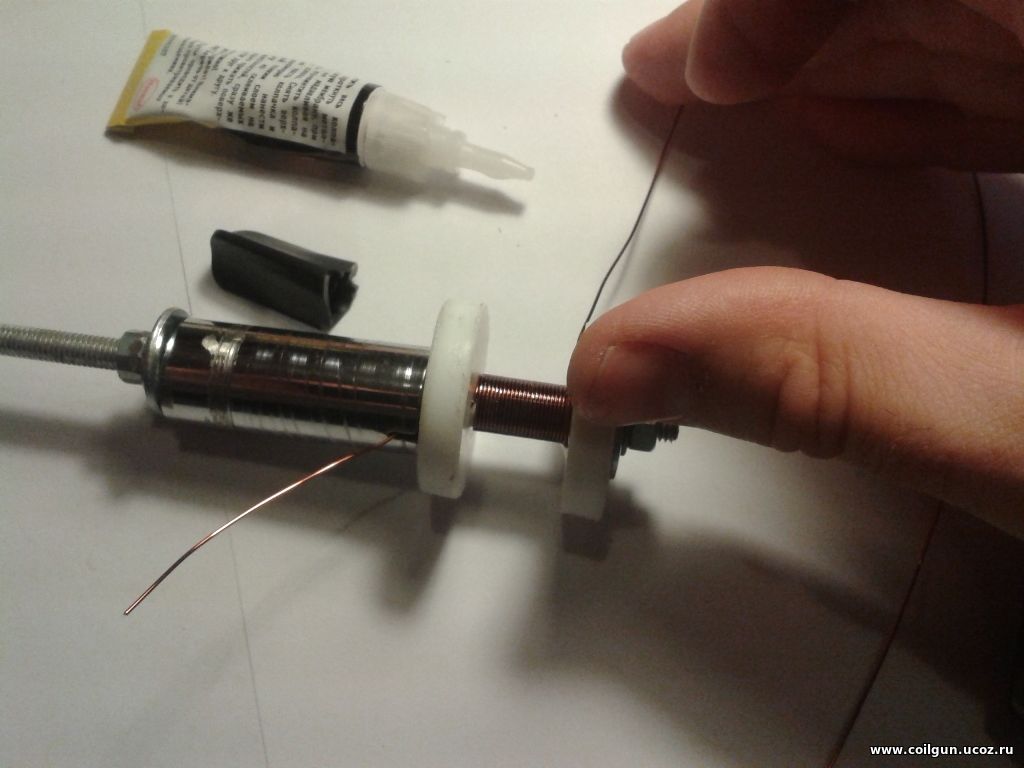
В принципе, при аккуратной намотке нетолстых катушек (4..6 слоев) от пропитки эпоксидом можно и отказаться. 6) После окончания намотки отрезаем (с запасом) второй конец провода и (при необходимости) наносим еще один слой эпоксидной смолы, придающий катушке дополнительную прочность и защищающий ее от внешних воздействий (рис. 9).
Рис. 9. Финальная пропитка.
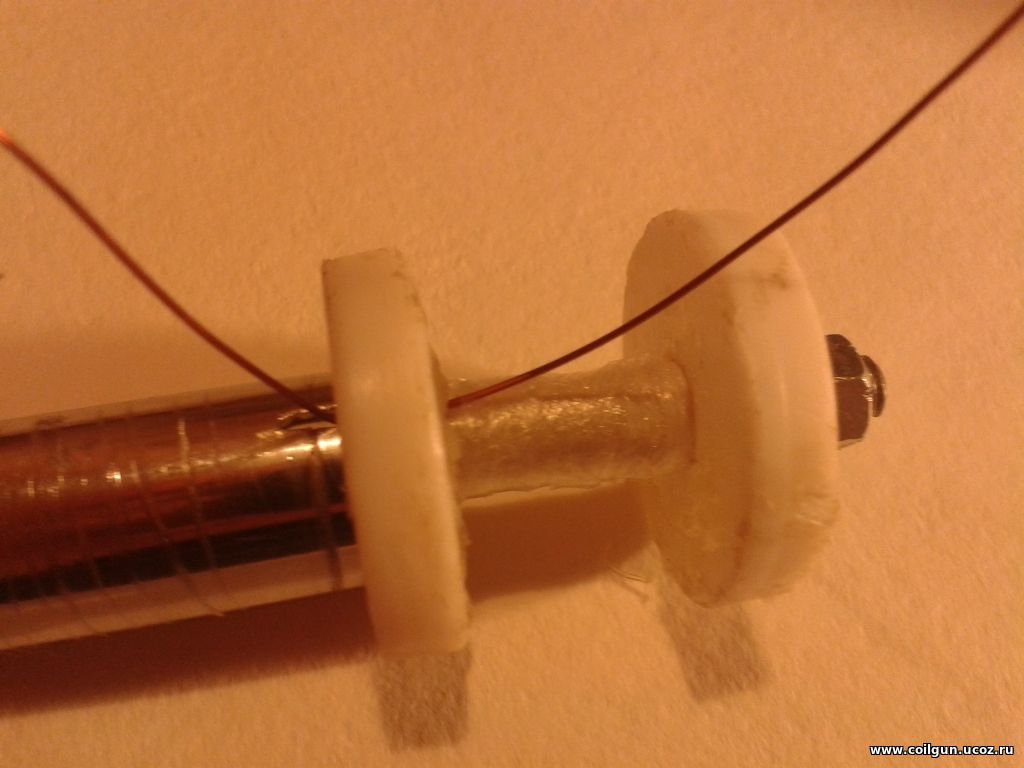
7) Дождавшись, когда смола последнего слоя затвердеет, можно приступать к снятию катушки с оправки. Для этого отвинчиваем гайку (nut 3 на рис. 2) снимаем шайбы и щечку (Teflon washer), и начинаем осторожно вращать гайку nut 1 по часовой стрелке при помощи пассатижей. Металлическая трубка толкает щечку (Teflon washer with cut) и сдвигает намотанную катушку с каркаса. Получившаяся катушка показана на рис. 10.
Рис. 10. Готовая катушка.
Достоинством описанного метода является его простота и возможность неоднократного использования оправки для намотки различных катушек. | |
| Просмотров: 1405 | |







| Всего комментариев: 0 | |